-
 Biobase DNA Rna Extraction PCR Nucleic Acid Extractor
Biobase DNA Rna Extraction PCR Nucleic Acid Extractor
-
 High Precision Thick Oil Distillate Filling Machine 510 Cartridge
High Precision Thick Oil Distillate Filling Machine 510 Cartridge
-
 Full Automatic 5 Heads Liquid Filling Machinery for Distillate
Full Automatic 5 Heads Liquid Filling Machinery for Distillate
-
 China Power Growatt DC Solar Inverter Mod 10-15ktl3-X
China Power Growatt DC Solar Inverter Mod 10-15ktl3-X
-
 Custom Matte Resealable Mylar Bags for Industrial Packaging
Custom Matte Resealable Mylar Bags for Industrial Packaging
-
 Operating Petrol Engine Training Model Automotive Equipment
Operating Petrol Engine Training Model Automotive Equipment
-
 OEM Nicotine-Free Natural Energy Supplement Pouches
OEM Nicotine-Free Natural Energy Supplement Pouches
-
 Durable Customized Zipper Zip Lock Packing Doypack
Durable Customized Zipper Zip Lock Packing Doypack
🧬 Global Business & Industrial Landscape of Extraction Kits
The Global Demand
In the post-pandemic era, the global biotechnology and molecular diagnostics market has witnessed unprecedented growth. Extraction kits, particularly for DNA and RNA nucleic acid purification, have transitioned from specialized laboratory tools to essential industrial commodities. From clinical diagnostics in Europe to agricultural research in Southeast Asia, the reliability of extraction kit factories is the backbone of modern biological sciences.
Industrial Integration
The industry is no longer just about chemistry; it’s about the integration of hardware and consumables. Factories in China are now leading this convergence by offering complete solutions—from the Biobase Nucleic Acid Extractor machines to the specialized reagents and high-precision filling machinery required to produce these kits at scale. This holistic approach ensures compatibility and higher success rates in sensitive PCR applications.
Technological Shifts
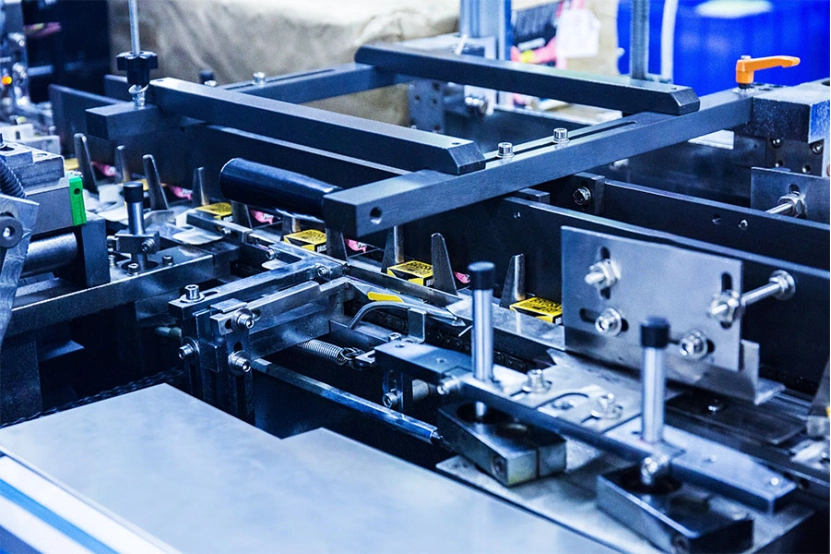
Automation is the dominant trend. Manual extraction is being phased out in favor of fully automated, high-throughput systems. Our factory focus is on precision filling and automated packaging, ensuring that every extraction kit produced meets the stringent volume and purity requirements of top-tier medical facilities worldwide.
99.9%
Extraction Purity
50+
Countries Exported
24/7
Automated Production
ISO
Certified Standards
🚀 Future Trends in Extraction & Filling Technology
AI-Driven Automation
Future factories are integrating AI to monitor extraction efficiency in real-time. By utilizing smart filling machinery, such as our Automatic 5 Heads Liquid Filling Machinery, manufacturers can reduce waste and improve the shelf-life of volatile reagents.
Eco-Friendly Packaging
The push for sustainability has reached the bio-industrial sector. We are now seeing a shift toward Eco-Friendly Nicotine Bags and recyclable Mylar packaging, proving that even high-tech industrial supplies can align with global green initiatives.
Localized Production
While China remains the "World's Factory," the trend is toward providing the machinery (like pouch packing machines) so that local hubs can perform the final assembly, reducing carbon footprints and logistical costs.
🏢 Company Profile – Shenzhen Lush Vape Co., Ltd.
Our History
Shenzhen Lush Vape Co., Ltd. is located in Bao’an District, Shenzhen, Guangdong Province, China. Since its establishment, the company has been committed to the research, development, and innovation of health-oriented electronic atomization products. With a clear vision of becoming a globally recognized brand group in the electronic atomization industry, Lush Vape continuously strengthens its international presence and brand influence.
The company brings together a team of highly skilled R&D engineers, experienced management professionals, and industry experts. Guided by the philosophy of “innovation-driven development and quality-oriented growth,” Shenzhen Lush Vape Co., Ltd. has achieved steady and sustainable expansion in both domestic and overseas markets.

Our Factory
Lush Vape operates a fully compliant domestic e-liquid production base along with an advanced formulation and testing laboratory. This enables the company to rapidly develop and customize atomization products and e-liquids tailored to different regional preferences and regulatory requirements.
With modern production lines, strict quality control systems, and efficient supply chain management, we ensure high production capacity, product consistency, and fast delivery. Our facility adheres to international manufacturing standards, providing reliable OEM/ODM services to global partners.

🛡️ Global Procurement Needs & Compliance
Procuring industrial equipment and extraction kits from a China Extraction Kits Factory requires more than just looking at the price tag. Professional buyers prioritize E-E-A-T principles: Experience, Expertise, Authoritativeness, and Trustworthiness.
Certifications
We provide a comprehensive range of certifications including CE, RoHS, FCC, TPD, and ISO9001. These are not just badges but guarantees of safety and international compliance for every batch of products.
OEM/ODM Versatility
Whether it is custom Mylar bags for snacks or high-precision 510 cartridge fillers, our ability to provide customized solutions allows brands to differentiate themselves in a crowded market.
Supply Chain Stability
Based in Shenzhen, the heart of global electronics and precision manufacturing, we leverage a robust supply chain to ensure that even during global fluctuations, our delivery timelines remain consistent.
📍 Localized Application Scenarios
Our extraction technology and machinery are utilized across diverse sectors globally:
- ✔ Clinical Labs in North America: Utilizing the Biobase DNA/RNA Extractor for rapid patient testing and diagnostic research.
- ✔ Renewable Energy Projects in Europe: Integrating Growatt Solar Inverters to power sustainable laboratory facilities.
- ✔ Educational Institutions in Africa & SE Asia: Deploying petrol engine training models for automotive vocational training, fostering the next generation of engineers.
- ✔ Consumer Goods Manufacturing: Using our automatic pouch packing machines for nicotine pouches, tea powders, and pharmaceutical granules.

💡 Our Commitment to Excellence
Shenzhen Lush Vape Co., Ltd. is dedicated to providing high-quality products, advanced atomization technology, and excellent customer service. We strive to build long-term partnerships with clients worldwide and create mutual value through innovation, reliability, and professionalism.





-
 Eco-Friendly Functional Nicotine Bag & Pouch
Eco-Friendly Functional Nicotine Bag & Pouch
-
 Growatt Solar Hybrid Inverter 12-15kw CE Mod
Growatt Solar Hybrid Inverter 12-15kw CE Mod
-
 10.5" Color Trim Showerhead Glass Vaporizer
10.5" Color Trim Showerhead Glass Vaporizer
-
 Automatic Pouch Bag Packaging Machine for Industry
Automatic Pouch Bag Packaging Machine for Industry
-
 China Wholesale Pyramid Vaporizer Hookah Shisha
China Wholesale Pyramid Vaporizer Hookah Shisha
-
 Duckie Shower Water Pipe Glass Vaporizer Tools
Duckie Shower Water Pipe Glass Vaporizer Tools
-
 Fully Automatic Granule & Snuff Packing Machine
Fully Automatic Granule & Snuff Packing Machine
-
 Zipper Plastic Stand up Doypack Packing Seal
Zipper Plastic Stand up Doypack Packing Seal