Featured Industrial Solutions







Vaping Industry 4.0: The Blueprint for Global Procurement
The global vaping and electronic atomization industry is currently undergoing a structural transformation. No longer just a category for retail, it has become a highly sophisticated ecosystem integrating advanced materials science, chemical engineering, and precision manufacturing. As a premier manufacturer in China, Shenzhen Lush Vape Co., Ltd. stands at the forefront of this evolution, navigating the complexities of "China Factory 4.0".
1. The Evolution of Vaping Supply Chain Resilience
Global procurement managers are increasingly looking for partners who provide more than just assembly. Resilience in the supply chain now requires end-to-end integration. From R&D to final product testing, manufacturers must ensure compliance with rigorous international standards (TPD, CE, RoHS). Our facility in Bao'an District, Shenzhen, represents the pinnacle of this efficiency. By leveraging automated production lines and advanced testing laboratories, we reduce lead times and enhance product consistency, ensuring that our partners remain competitive in a volatile global market.
2. E-E-A-T: Experience, Expertise, Authoritativeness, and Trustworthiness
In the digital age of Google Search, E-E-A-T is not just for websites—it is the foundation of manufacturing relationships. Buyers verify manufacturers through track records. Shenzhen Lush Vape’s commitment to innovation is evidenced by our investment in proprietary atomization technology and rigorous quality management systems (ISO9001). Our R&D team doesn't just replicate; they innovate. By analyzing regional consumer preferences—whether for nicotine pouches or advanced vaporization hardware—we provide customized solutions that align with local regulatory frameworks.
3. Localized Application Scenarios
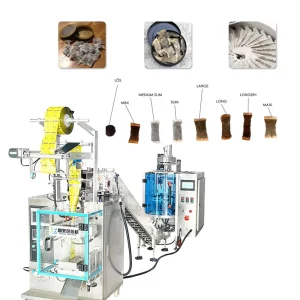
The vaping community is diverse. Our manufacturing output is tailored to specific application scenarios:
- Retail & Wholesale: High-speed automated pouch packing and disposable vape manufacturing.
- Educational & Specialized Markets: Precision instruments, such as automotive engine training models, highlighting our industrial manufacturing versatility beyond consumer goods.
- Packaging Solutions: Mylar bags, resealable pouches, and customized branding packaging that meet the aesthetics of modern retail shelves.
Corporate Excellence: Shenzhen Lush Vape Co., Ltd.
Our History: Located in the heart of China’s electronic hardware hub—Bao'an District, Shenzhen—Shenzhen Lush Vape Co., Ltd. has established itself as a vanguard of health-oriented electronic atomization. We are not merely a factory; we are a brand group dedicated to the global proliferation of quality vaping standards.

Our Factory & Capabilities: Our production base is fully compliant, featuring advanced formulation labs and testing facilities. We bridge the gap between creative concept and industrial-scale production. With modern production lines and strict QC, we ensure that every batch meets the international benchmarks our clients expect.
CE Certified
Meeting European safety benchmarks for electronic safety.
RoHS Compliant
Ensuring hazardous material reduction in all components.
ISO9001 Quality
Verified systems for consistent manufacturing output.
TPD Ready
Compliance with Tobacco Products Directive requirements.
Strategic Insights: Frequently Asked Questions
Q: How does Lush Vape maintain quality consistency in high-volume production?
A: We utilize an integrated Industry 4.0 approach. By embedding data-driven sensors into our production lines, we monitor the efficacy of every unit, ensuring that human error is minimized and standard deviation in product quality remains near zero.
Q: Why is localized packaging important for vaping brands?
A: Modern retail demands visual storytelling. Our custom Mylar and resealable packaging solutions are designed not just for transport, but for high-impact retail presence, adhering to regional child-safety and marketing compliance laws.