Premium OEM/ODM Hardware & Accessories Selection
Explore our elite collection of engineered vaporizers, custom pouch systems, and advanced smart power distribution units.







Global Vaping Industry & Market Landscape
The global electronic atomization and vaping industry has transitioned from a period of unregulated market expansion into a highly structured, compliance-driven framework. Global industry reports verify that markets in Europe, North America, and parts of the Asia-Pacific regions are adopting tighter frameworks, demanding structural verification of ingredients and device safety.
Regulatory policies like the Tobacco Products Directive (TPD) in the EU and the Pre-market Tobacco Product Application (PMTA) in the US have forced manufacturers to prioritize professional testing and certified raw material sourcing. Global compliance requirements demand that suppliers present verified safety parameters, including heavy metal assays, emission composition analyses, and electrical safety profiles (CE, RoHS, FCC).
Shenzhen Lush Vape Co., Ltd., located in Bao'an District, Shenzhen—the global epicenter of vaping technology manufacturing—stands at the absolute forefront of this transition. By combining advanced physical-chemical research, state-of-the-art compliance protocols, and scalable manufacturing facilities, Lush Vape provides global brands with high-performance hardware and e-liquid configurations optimized for modern compliance architectures.

90%+
Global Vaping Hardware Sourced from Bao'an, Shenzhen
100%
Compliance Assured (CE, RoHS, FCC, TPD, ISO9001)
10k+
Class-100,000 Cleanroom Manufacturing Footprint
24/7
Automated Quality Assurance & Trackability
Company Profile & Operational DNA
Shenzhen Lush Vape Co., Ltd. is a pioneer in the synthesis of electronic atomization engineering and global compliance logistics.

Our History & Long-Term Vision
Strategically situated in Bao’an District, Shenzhen, Guangdong Province, China, Shenzhen Lush Vape Co., Ltd. has established itself as an industry leader in health-oriented electronic atomization technologies. With a vision to construct a globally recognized brand group, Lush Vape continuously expands its international distribution networks and supply-chain efficiency.
Our infrastructure brings together a multidisciplinary task force consisting of seasoned R&D engineers, material scientists, global compliance advisors, and highly trained logistics personnel. Guided by the principle of "innovation-driven development and quality-oriented growth," we offer systematic production services that protect our partners' intellectual properties and regulatory positions.
Our Factory & Advanced E-Liquid Formulation Laboratories
Lush Vape operates a comprehensive, fully compliant domestic manufacturing base alongside dedicated laboratories designed for advanced formulation testing. This infrastructure permits rapid formulation prototyping, customized PG/VG profiling, and targeted flavor development to match local regulatory limits across Europe, North America, and South America.
Using sterile automated filling lines, heavy-metal extraction test benches, and GC-MS (Gas Chromatography-Mass Spectrometry) systems, we secure consistent batch safety and uniform quality. Our operations adhere strictly to the ISO9001 Quality Management System, optimizing both high-throughput capacities and fast shipping cycles.

China's Factory Efficiency and Supply Chain Integration
Unpacking the structural, geographical, and logistical factors that drive Shenzhen's unmatched electronic manufacturing ecosystem.
Vertical Supply Integration
Lush Vape sits at the center of the world's most dense raw material network. From lithium cobalt oxide batteries and PCTG food-grade plastics to advanced ceramic heating coils and microchips, every component is sourced within a 10-mile radius, minimizing supply chain delays.
Rapid Prototyping & Customization
Our technical group converts schematic concepts into functional engineering samples within 72 hours. Fast iteration cycles mean global partners can adapt to consumer trends and regulatory shifts ahead of the competition.
Automated Quality Control
We deploy automated optical inspection (AOI), battery aging testers, and negative-pressure test systems to ensure every unit leaving our facility has zero failure potential and meets CE, RoHS, and FCC protocols.
Engineered Quality Assurance & Global Standards
A glimpse inside our ISO9001 certified development labs, mechanical inspection platforms, and packaging facilities.



Localized Application Scenarios & Global Demands
Targeting specialized consumer use-cases, alternative nicotine delivery methods, and secondary industrial equipment demands.
Custom Nicotine Pouches & Modern Food-Grade Barrier Pouch Packaging
As international consumer preferences shift toward tobacco-free alternatives, nicotine pouches have witnessed a massive global demand spike. This shift relies heavily on secure barrier packaging systems that keep products fresh and block light, moisture, and air.
Our custom stand-up doypack packaging lines provide multi-layered laminates, matte surface structures, child-resistant zippers, and tear notches. These high-barrier structures keep nicotine salts stable, prevent pouch discoloration, and extend shelf life on retail displays.


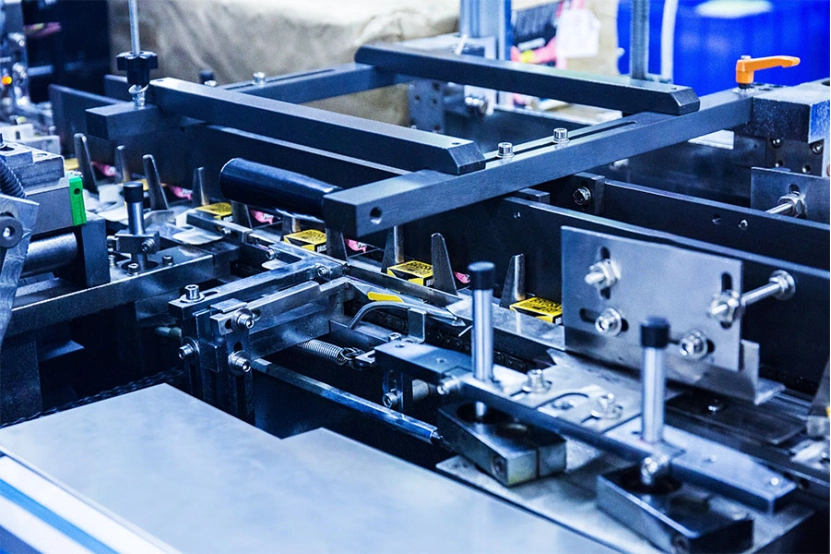
Industrial Automation, Labeling & Auxiliary Support Systems
Mass-scale commercialization requires advanced auxiliary hardware systems. For instance, labeling machinery must support fast tax-stamp applications and trackable barcode integration to satisfy regional monitoring databases (like Track & Trace systems in Europe).
We supply specialized high-speed labeling machinery engineered to process cylindrical and flat packaging shapes with exact tolerances. In addition, we design custom power management structures (PDUs) to support the power stability demands of heavy-duty continuous production lines.
Future Trends & Material Innovations
The technological frontiers driving the future of the electronic atomization sector.
Eco-Friendly Materials
Global regulations are steering markets away from single-use plastics. R&D sectors are focusing heavily on biodegradable PLA casings and recyclable aluminum setups to minimize the ecological footprint of disposable products.
Graphene & Advanced Heat Distribution
Graphene heating surfaces guarantee uniform thermal distribution, eliminating hotspots that scorch organic e-liquids. This technology provides cleaner aerosol outputs and lower toxic emission signatures.
Smart Monitoring & Connectivity
Modern devices feature integrated child-lock safety mechanisms, digital airflow adjustment, and battery power monitoring displays to elevate general usability and comply with regulatory security guidelines.
Expert Q&A (Frequently Asked Questions)
Technical and logistical insights to assist global procurement managers and brand operators.
How does Shenzhen Lush Vape Co., Ltd. ensure global compliance?
We follow strict testing protocols throughout our research and development cycles. Our hardware is engineered to pass CE, RoHS, and FCC parameters. For compliance with European TPD regulations, we maintain emission and toxicological verification profiles, ensuring smooth custom entries and legal market registration.
What custom parameters can be altered during OEM/ODM production?
Partners can configure almost every dimension of our devices: tank volumes, coil material type (ceramic, mesh, or wire), resistance curves, battery capacities, chassis materials, paint finishes, custom branding, and specialized packaging profiles. For e-liquids, PG/VG ratios and nicotine strengths are fully customizable.
Why is structural packaging design critical for nicotine and vaping products?
Nicotine is highly sensitive to environmental factors. Overexposure to oxygen or sunlight leads to oxidation and flavor degradation. Our high-barrier mylar pouches, coffee bags, and doypacks feature specialized metallized foil layers to create a secure seal, keeping the product dry and fresh.
How does Lush Vape control manufacturing defects and batch consistency?
Our ISO9001 facility uses multi-tier inspections: incoming raw materials (IQC), in-process visual checking (IPQC), and final outbound quality assurance (FQA). We employ automated pressure chambers to test for e-liquid leaks under extreme conditions, keeping defect ratios under 0.05%.
What is the standard production and shipping lead time?
For standard OEM products, production generally runs between 15 to 20 days post-design confirmation. Custom ODM builds requiring complex tooling design may take up to 35-45 days. We coordinate directly with major shipping ports in Shenzhen and Hong Kong to ensure smooth shipping options.
Industrial Systems, Custom Pouch Packaging & Device Accessories
Browse our advanced manufacturing systems, heavy-duty barrier pouches, and specialized glassware solutions.







